





 打印
打印


近日,“新型酱酒生产废水处理技术——厌氧氨氧化”项目在贵州茅台酒厂(集团)保健酒业公司同民资源化中心成功完成中试测试。厌氧氨氧化技术目前在酱酒领域尚未有成功应用案例,此次成功中试不仅标志着酱酒废水处理领域的一大突破,更为推动行业节能减碳提供了有力支撑。
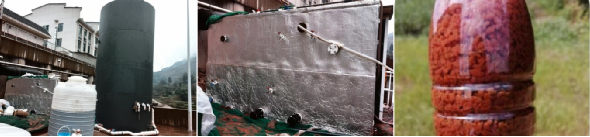
同民厌氧氨氧化实验装置
现场取样测试
厌氧氨氧化作为一种国内外公认的节能减碳脱氮工艺,其优势在于能够显著降低能耗和减少二氧化碳排放量。据悉,该工艺能够节省60%的能耗,并减少85%的二氧化碳排放。而酱酒窖底水中高含氮量(>2000mg/L)一直是废水处理过程中的难题,厌氧氨氧化工艺则能够通过自养代谢将氮素转化为氮气,有效降低了废水处理负荷和风险。
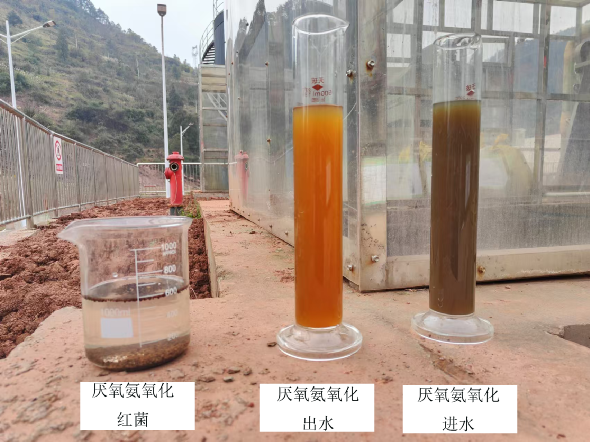
为了推动厌氧氨氧化技术在酱酒生产废水处理的应用,在同民园区资源化中心进行的中试测试中,保健酒业公司携手贵州绿创江南环保科技有限公司和上海正泽环保科技有限公司,共同验证了厌氧氨氧化技术的可行性。经过一个月的严格测试,结果显示该技术实现了98%的氨氮去除率和77.8%的总氮去除率。进水总氮的大幅减少,进一步降低了资源化中心反硝化碳源(葡萄糖)的用量和AO滤池曝气量。中试效果远超预期,取得圆满成功。
此外,厌氧氨氧化工艺在处理酱酒废水的过程中,还能培养高附加值的“厌氧氨氧化菌”(俗称“红菌”)。据估算,同民园区每年至少2000吨的窖底水量,可为公司每年创造约60万元的菌种收入,真正实现了节能减碳与经济效益的双赢。

现场讲解厌氧氨氧化工艺原理

评审专家遵义市生态环境保护协会陶秀莲会长
1月17日,我们邀请了遵义市生态环境保护协会、遵义市低碳协会的领导及茅台学院、遵义师院的相关专家进行现场观摩和会议评审。评审会上,专家们对中试结果给予了高度肯定,并提出了宝贵的意见和建议。
未来,随着厌氧氨氧化技术的不断推广和应用,相信酱酒行业将在实现经济效益的同时,也为保护生态环境和应对气候变化作出更大贡献。
 微信公众号
微信公众号 防伪溯源
防伪溯源